 询问
询问

- 产品信息
- カジノ シークレット 公式(SUMIKASUPER
- カジノシークレット やばい注塑
SUMIKASUPER カジノシークレット やばい 注塑成型
SUMIKASUPER カジノシークレット やばい 的典型成型条件
SUMIKASUPER カジノシークレット やばい 的推荐成型条件和条件范围等典型成型条件如下所示。树脂温度的控制对于SUMIKASUPER カジノシークレット やばい 来说极其重要。如果料筒设定温度与实际树脂温度存在差异,则需要使用实际树脂温度进行管理。
表4-1-1 カジノシークレット やばい E5000、E4000、E6000系列的一般成型条件
| E5000 系列 |
E4000 系列 |
E6000 系列 |
|||||
|---|---|---|---|---|---|---|---|
| 建议 | 条件范围 | 建议 | 条件范围 | 建议 | 条件范围 | ||
| 树脂干燥 | 温度 | 130 | 12カジノシークレット やばい140 | 130 | 12カジノシークレット やばい140 | 130 | 12カジノシークレット やばい140 |
| 时间 | 5 | 4~24 | 5 | 4~24 | 5 | 4~24 | |
| 汽缸温度 (°C) | 后部 | 340 | 33カジノシークレット やばい360 | 320 | 31カジノシークレット やばい340 | 300 | 28カジノシークレット やばい320 |
| 中部 | 380 | 37カジノシークレット やばい390 | 360 | 35カジノシークレット やばい370 | 330 | 32カジノシークレット やばい340 | |
| 前部 | 400 | 39カジノシークレット やばい410 | 380 | 37カジノシークレット やばい390 | 360 | 34カジノシークレット やばい370 | |
| 喷嘴 | 400 | 39カジノシークレット やばい410 | 380 | 37カジノシークレット やばい390 | 360 | 34カジノシークレット やばい370 | |
| 合适的树脂温度 (°C) | 400 | 39カジノシークレット やばい410 | 380 | 37カジノシークレット やばい390 | 360 | 34カジノシークレット やばい370 | |
| 模具温度 (°C) | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | |
| 树脂压力 (MPa) | 12カジノシークレット やばい160 | 8カジノシークレット やばい160 | 12カジノシークレット やばい160 | 8カジノシークレット やばい160 | 8カジノシークレット やばい160 | 8カジノシークレット やばい160 | |
| 保持压力 (MPa) | 4カジノシークレット やばい60 | 1カジノシークレット やばい80 | 4カジノシークレット やばい60 | 1カジノシークレット やばい80 | 1カジノシークレット やばい40 | 1カジノシークレット やばい80 | |
| 保压时间 (sec) | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | |
| 螺杆背压 (MPa) | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | |
| 注射速度 (mm/sec) | 5カジノシークレット やばい200 | 5カジノシークレット やばい400 | 5カジノシークレット やばい200 | 5カジノシークレット やばい400 | 5カジノシークレット やばい200 | 5カジノシークレット やばい400 | |
| 螺杆转速 (rpm) | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | |
| 后背式 (mm) | 1~2 | カジノシークレット やばい2 | 1~2 | カジノシークレット やばい2 | 1~2 | カジノシークレット やばい2 | |
表 4-1-2 カジノシークレット やばい SV6000、SR1000、E6000HF、SV6000HF、SZ6000HF、SR2000 系列的推荐成型条件
| SV6000、SR1000 系列 |
E6000HF、SV6000HF 系列 |
SZ6000HF、SR2000 系列 |
|||||
|---|---|---|---|---|---|---|---|
| 建议 | 条件范围 | 建议 | 条件范围 | 建议 | 条件范围 | ||
| 树脂干燥 | 温度 | 130 | 12カジノシークレット やばい140 | 130 | 12カジノシークレット やばい140 | 130 | 12カジノシークレット やばい140 |
| 时间 | 5 | 4~24 | 5 | 4~24 | 5 | 4~24 | |
| 汽缸温度 (°C) | 后部 | 300 | 28カジノシークレット やばい320 | 300 | 28カジノシークレット やばい320 | 300 | 28カジノシークレット やばい320 |
| 中部 | 330 | 32カジノシークレット やばい340 | 330 | 32カジノシークレット やばい340 | 330 | 32カジノシークレット やばい340 | |
| 前部 | 360 | 34カジノシークレット やばい370 | 350 | 34カジノシークレット やばい370 | 350 | 33カジノシークレット やばい370 | |
| 喷嘴 | 360 | 34カジノシークレット やばい370 | 350 | 34カジノシークレット やばい360 | 350 | 33カジノシークレット やばい360 | |
| 合适的树脂温度 (°C) | 360 | 34カジノシークレット やばい370 | 350 | 33カジノシークレット やばい360 | 350 | 33カジノシークレット やばい360 | |
| 模具温度 (°C) | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | 7カジノシークレット やばい90 | 6カジノシークレット やばい160 | |
| 树脂压力 (MPa) | 8カジノシークレット やばい160 | 8カジノシークレット やばい180 | 8カジノシークレット やばい160 | 8カジノシークレット やばい180 | 8カジノシークレット やばい160 | 8カジノシークレット やばい180 | |
| 保持压力 (MPa) | 1カジノシークレット やばい40 | 1カジノシークレット やばい80 | 1カジノシークレット やばい40 | 1カジノシークレット やばい80 | 1カジノシークレット やばい40 | 1カジノシークレット やばい80 | |
| 保压时间 (sec) | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | |
| 螺杆背压 (MPa) | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | |
| 注射速度 (mm/sec) | 5カジノシークレット やばい200 | 5カジノシークレット やばい500 | 5カジノシークレット やばい200 | 5カジノシークレット やばい500 | 5カジノシークレット やばい200 | 5カジノシークレット やばい500 | |
| 螺杆转速 (rpm) | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | 5カジノシークレット やばい250 | 5カジノシークレット やばい350 | |
| 后背式 (mm) | 1~2 | カジノシークレット やばい2 | 1~2 | カジノシークレット やばい2 | 1~2 | カジノシークレット やばい2 | |
预干燥
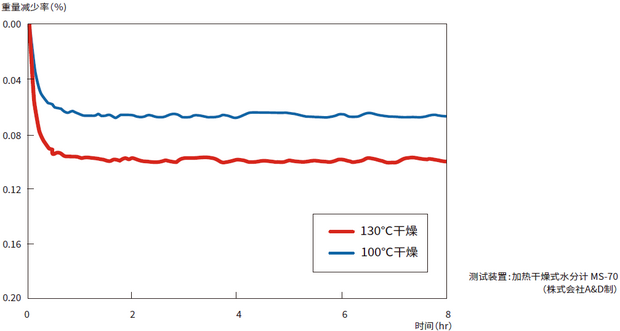
SUMIKASUPER カジノシークレット やばい 的吸水率非常低,仅为 0.02%,因此无需长时间干燥,但我们建议在成型前将其干燥至 0.01%,以达到适当的物理性能。一般情况下,我们建议使用料斗干燥机在 130°C 下干燥至少 4 小时,最多 24 小时。成型时请使用除湿干燥机或料斗干燥机,防止料斗吸潮。干燥温度过高会使树脂变质,因此干燥温度应在130℃左右。
图4-1-1 SUMIKASUPER カジノシークレット やばい的干燥曲线
成形温度设定
(1)气缸前部和喷嘴温度
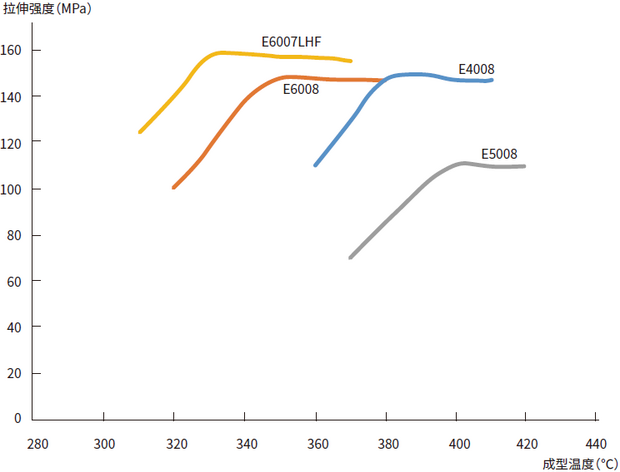
与所有树脂一样,有必要将树脂温度控制在适当的水平。SUMIKASUPER カジノシークレット やばい的料筒前端温度:E5000系列为390~410℃,E4000系列为370~390℃,E6000、SV6000、SR1000系列、E6000HF、SV6000HF、SZ6000HF、SR2000系列为340~370℃这种情况下,将温度设置为330-360℃。当成型形状复杂、要求高流动性的制品,或长短轴相差较大的制品时,应将料筒前端的温度设定较高。如果温度比条件范围高10℃以上,则注射时树脂容易回流至料斗侧,因此不优选。
E5000系列的料筒温度为400℃以上,E4000系列的料筒温度为380℃以上,E6000、SV6000、SR1000系列的料筒温度为340℃以上,330℃以上,可得到稳定的物性。 E6000HF、SV6000HF 和 SR2000 系列更高。根据用途,即使在比该温度低的温度下成型,也可以获得实用上可接受的物理性能,但如果温度降低太多,则物理性能可能会劣化。
喷嘴部分的温度控制非常重要,因为它会影响树脂温度,因此请注意温度控制传感器的位置和保温性。如果喷嘴设定温度与实际树脂温度存在差异,则需要对实际树脂温度进行管理。如果喷嘴部分温度过高,会出现拉丝或拉丝现象,如果温度过低,会出现冷渣现象。
(2)汽缸后部温度
SUMIKASUPER カジノシークレット やばい 气缸后部的温度应低于前部的温度。 E5000系列设为330~360℃,E4000系列设为310~340℃,E6000、SV6000、SR1000、E6000HF、SV6000HF、SZ6000HF、SR2000系列设为280~320℃。如果料筒后部温度高,则树脂容易向料斗侧回流,计量难以稳定。
图4-1-2拉伸强度的成形温度依存性
注射压力和注射速度
(1)注射压力
SUMIKASUPER カジノシークレット やばい具有低熔体粘度和优异的流动性,因此不需要非常高的注射压力。以E6000系列为例,通过将成型温度提高到350℃以上,即使在40MPa左右的低压下也能表现出足够的流动性。另外,由于树脂的固化速度快,因此即使保压压力在65~160MPa的范围内变化,拉伸强度也几乎不变化。
(2)注射速度
对于薄壁、形状复杂的制品,宜以中高注射速度成型。另外,成型超薄壁制品(0.2mm以下)时,树脂可能会在薄壁部分固化,无法获得足够的流动长度,因此建议使用注射速度上升特性优异的成型机(参见高速成型技术)。
SUMIKASUPER カジノシークレット やばい即使在单一注射速度下也可以成型,但为了避免从喷嘴喷射,在通过直浇道或流道时填充速度会降低,从通过浇口开始就以高速进行填充。浇口,在填充即将结束之前进行填充,将速度设置得较低对于稳定成型也很有效。
如果焊接部分是比较厚的产品的问题,考虑到模具内部的排气口,20至60毫米/秒的中/低速度是合适的。
模具温度
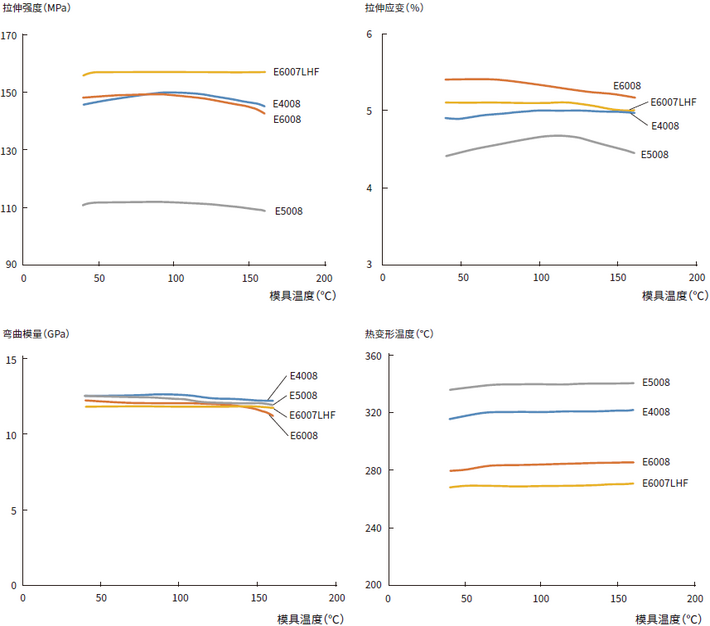
SUMIKASUPER カジノシークレット やばい的分子是刚性的,因此即使在熔融状态下也不会发生缠结,并且聚合物链通过成型过程中的剪切而沿流动方向取向。另外,由于凝固速度极快,即使在凝固过程中也能维持熔融时的取向状态,机械性能几乎不受模具温度的影响,因此可以在非常宽的模具温度范围内进行成型。 。
成型薄壁制品时,如果成型周期很重要,则将温度设定为 60 至 100°C;如果考虑薄壁的流动性和焊接强度,或者如果成型表面的光滑度很重要,则将温度设定为 100 至 150°C我们建议将温度设置为 160℃ 或更高。另外,如果形状复杂且脱模有问题,请将模具温度设置为较低的温度。模具表面温度会因冷却水以外的各种因素而波动,因此请务必在启动时或更改主要设置后进行测量。
图4-1-3模具温度与物理性质的关系
计量 (塑化) 设置
对于SUMIKASUPER カジノシークレット やばい,为了稳定计量(塑化),料筒后部的温度应低于料筒前部的温度。 E5000系列设为330~360℃,E4000系列设为310~340℃,E6000、SV6000、SR1000、E6000HF、SV6000HF、SZ6000HF、SR2000系列设为280~320℃。
称重时将螺杆转速设置为高速,可以缩短称重时间。然而,如果螺杆转速太高,可能会破坏玻璃纤维等填料。对于小直径螺杆,计量能力由供给段螺纹深度决定,因此请参考成型机选型项目,选择合适的螺杆。
关于背压,背压越小,测量性能越稳定,因此请设置为尽可能低的值。
背囊
如有必要,请将SUMIKASUPER カジノシークレット やばい 的回吸(螺杆压力降低)设置为最小值。如果回吸设定过大,则喷嘴内更容易滞留空气,容易产生气泡等成型缺陷。可以通过控制树脂干燥温度和喷嘴温度来控制喷嘴的拉伸,如果需要,可以使用专用的カジノシークレット やばい喷嘴。
清除方法
与其他含有清洗材料的树脂相比,SUMIKASUPER カジノシークレット やばい 的熔融粘度极低,因此在更换清洗材料时必须注意确保其他树脂和清洗材料不会残留。清洗时,我们建议将料筒温度比正常成型时降低约20至30摄氏度,以增加SUMIKASUPER カジノシークレット やばい的熔体粘度,以便更容易更换SUMIKASUPER カジノシークレット やばい。进行吹扫时,请注意E4000系列和E5000系列的加工温度较高,可能会产生烟雾、气体喷出、树脂飞散等现象。
推荐的清除材料
SUMIKASUPER カジノシークレット やばい 的净化可使用市售的净化材料,我们有使用以下净化材料的记录。请注意,如果清洗材料长时间留在高温钢瓶中,可能会分解。
- Asaclean PX2 [旭化成株式会社]
- Zclean S29 [日祥株式会社]
- Celpurge NX-HG
■中断成型后使用相同等级
如果要中断成型15分钟以上,请从汽缸中取出树脂,然后将汽缸温度降低到250°C左右。恢复成形时,请执行以下清除步骤。此外,如果您已停止成型几个小时,然后开始使用相同等级,请执行以下清除步骤。
表 4-1-3 SUMIKASUPER カジノシークレット やばい 循环中断时的吹扫和定期停机程序
终止和重新启动操作是停止和重新启动成型机的程序。
如果您想使用相同的等级开始工作,请省略下面的步骤 5、6 和 7。
| 1成型完成 | 射击树脂(料斗内、气缸内) |
|---|---|
| 2 添加清洗材料 | 在成型温度下执行清除 |
| 3继续清除 | 将汽缸温度设定为比成形温度低20~30°C |
| 4 树脂更换 | 清除材料耗尽后立即添加SUMIKASUPER カジノシークレット やばい 将气缸内部更换为SUMIKASUPER カジノシークレット やばい |
| 5(结束操作) | 电源OFF (降温途中可) |
| 6(恢复运行) | 开机 将料筒温度设定为比成型温度低2カジノシークレット やばい30℃ |
| 7初步净化 | 使用SUMIKASUPER カジノシークレット やばい进行吹扫,同时保持低温20-30℃(5次以上) |
| 8 开始生产 | 提高料筒温度(至成型温度)后,用SUMIKASUPER カジノシークレット やばい 吹扫至少 5 次,然后开始生产。 (注)若更换同等级颜色,请省略上述步骤5、6、7 |
■更换为SUMIKASUPER カジノシークレット やばい时
完成成型后,如果要将材料更改为其他等级,请执行以下步骤:。
表 4-1-4 如何从高级树脂切换到SUMIKASUPER カジノシークレット やばい
| 1成型完成 | 射击树脂(料斗内、气缸内) |
|---|---|
| 2缸温升高 | 将成型温度设定为比SUMIKASUPER カジノシークレット やばい成型温度低20~30℃ |
| 3 添加清洗材料 | 升温至上述设定温度后立即添加清洗材料 (注) 升温后,请确认防旋转机构未动作 |
| 4 树脂更换 | 清除材料耗尽后立即添加SUMIKASUPER カジノシークレット やばい 将气缸内部更换为SUMIKASUPER カジノシークレット やばい |
| 5 恢复运行 | 将料筒温度设定为SUMIKASUPER カジノシークレット やばい 的成型温度 |
| 6 恢复生产 | 提高料筒温度后,用SUMIKASUPER カジノシークレット やばい 吹扫至少 5 次,然后开始生产 |
毛刺特性
SUMIKASUPER カジノシークレット やばい固化速度快,导热系数高,因此流动性高,不易产生毛刺,是适合成型薄壁、小型电子零件的材料。
下图所示为SUMIKASUPER カジノシークレット やばい的毛刺特性的评价结果 。该图显示了良好的成型区域和不良的成型区域(出现短射和毛刺的区域)。
SUMIKASUPER カジノシークレット やばい具有较宽的良好成型区域,不会出现短路和毛刺,而PPS和PBT则容易产生毛刺,在成型薄壁时很难确保良好的成型区域。
图4-1-4毛刺特性评价用模具
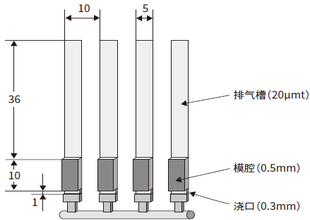
图4-1-5无毛刺成形区域树脂间的比较
(a) カジノシークレット やばい E6008
_cn.png)
(b) PPS-GF40%
_cn.png)
(c)PBT-GF30%
_cn.png)
| 成型机: | 日精树脂工业株式会社制造PS10E1ASE |
| 注出率: | 32cm3/秒, |
| 注射压力: | 100%=200MPa |